کنترل کیفیت جوش فورجینگ
کليه عمليات جوشکاری و آمادهسازی در اين روش میبايست زير نظر افراد آموزش ديده و داراي گواهينامه آموزشی معتبر انجام گيرد. متخصصين و بازرسين آموزش ديده تنها مجاز به کنترل کيفيت و تشخيص موارد و عيوب رايج در حين کار مي باشند.
بازرسی و نظارت بر جوشهای میلگرد به روش جوشکاری فشاری گازی
جوشکاری فشاری گازی یا همان جوشکاری فورجینگ میلگرد یکی از روشهای نوین و پرکاربرد در اتصال میلگردهای فولادی در پروژههای ساختمانی و عمرانی است. این روش که تحت عنوان جوشکاری سر به سر میلگرد به روش فشاری گازی نیز شناخته میشود، به دلیل سرعت بالا، کیفیت مناسب و کاهش مصرف انرژی جایگزین مناسبی برای سایر روشهای سنتی جوشکاری شده است. با این حال، برای تضمین کیفیت این نوع اتصال، نیاز به بازرسی و نظارت دقیق جوشهای میلگرد وجود دارد.
اصول جوشکاری فشاری گازی میلگرد
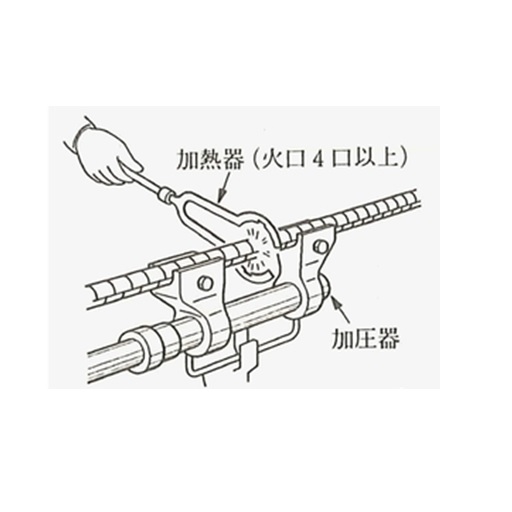
در فرآیند جوشکاری فشاری گازی، ابتدا دو سر میلگرد توسط مشعل گازی تا دمای فورجینگ گرم شده و سپس تحت فشار بالا به هم متصل میشوند. این فرآیند بدون استفاده از ماده پرکننده انجام شده و اتصال نهایی با تکیه بر دمای بالا و فشار حاصل میشود. در این روش، کنترل دما، فشار و زمان جوشکاری سه عامل اصلی در دستیابی به جوش باکیفیت هستند.
اهمیت بازرسی در جوشکاری فورجینگ میلگرد
با توجه به حساسیت سازههای بتنی، بازرسی دقیق و علمی جوشکاری سر به سر میلگرد به روش فشاری گازی اهمیت بسیار زیادی دارد. این بازرسیها باید مطابق با استانداردهای بینالمللی و بومی، بهویژه استانداردهای ژاپنی مانند JIS G3112، انجام شود. این استانداردها محدوده مجاز برای انحراف محوری، کیفیت سطح جوش، میزان همترازی میلگردها، و مقاومت نهایی جوش را مشخص میکنند.
مراحل نظارت و کنترل کیفی جوش فشاری گازی
نظارت بر فرآیند جوشکاری فشاری گازی میلگرد شامل مراحل زیر است:
-
کنترل تجهیزات جوشکاری: بررسی فشار مشعل، تمیزی ابزارها و کالیبراسیون دستگاهها.
-
بازرسی قبل از جوشکاری: اطمینان از پاک بودن سطوح تماس میلگرد و تراز بودن آنها.
-
بازرسی حین جوشکاری: کنترل دمای شعله، زمان حرارتدهی و فشار واردشده.
-
بازرسی پس از جوشکاری: بررسی شکل ظاهری جوش، تستهای غیرمخرب مانند التراسونیک، و آزمونهای مکانیکی کشش و خمش.
- کنترل چشمی :
اولين راه کنترل کيفيت جوش کنترل عينی آن ميباشد يعنی با نگاه کردن به شکل ظاهری جوش می توان تا حدودی از کيفيت ظاهری آن اطمينان حاصل کرد.
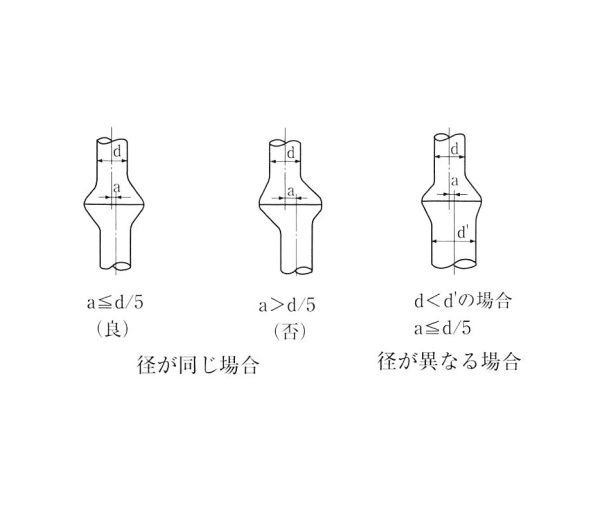
معیارهای پذیرش آزمون ظاهری برای جوشکاری فورجینگ بر اساس استاندارد JIS Z 3120 بصورت زیر میباشد :
1- قطر گرده ایجاد شده ناشی از جوشکاری فشاری گازی باید حداقل معادل 4/1 قطر فلز پایه باشد.
2- طول گرده جوش ایجاد شده ناشی از جوشکاری فشاری گازی باید حداقل معادل 1/1 قطر فلز پایه باشد.
3- جابه جایی سطح )S( جوشکاری فشاری گازی نباید بیشتر از قطر فلز پایه باشد.
4- میزان لنگی یا خروج از مرکز محور مرکزی )e( در جوش گازی فشاری نباید بیشتر از قطر فلز پایه باشد.
5- تحدب جزئی محور مرکزی )ΔH( در جوشکاری گازی فشاری نباید بیشتر از قطر فلز پایه باشد.
ادامه توضیحات تکمیلی در دوره های آموزشی...

|

|

|

|
جهت دریافت آدرس و لوکیشن در واتساپ اینجا کلیک کنید
تماس در ساعلت کاری (۹صبح الی ۲ ظهر) با شماره ۰۹۱۲۴۴۴۳۵۹۹
خارج از ساعات کاری فوق لطفا فقط پیام بدید تا با شما در اولین فرصت تماس گرفته شود.